下面我将从核心原理、必备设备、详细步骤、安全须知和常见问题几个方面,全面讲解18650锂电池的焊接方法。
(图片来源网络,侵删)
核心原理:为什么不能用普通焊接?
18650电池外壳是钢壳(正极)或铝壳(负极),普通电焊温度极高,会瞬间熔化钢/铝外壳,并穿透隔膜,导致正负极直接短路,引发热失控,后果不堪设想。
18650锂电池的焊接,核心是“点焊”技术,它的原理是利用大电流在极短时间内(毫秒级)通过电池的金属部件(如顶盖/外壳),利用其自身的电阻产生热量,使焊片与电池表面熔合在一起,由于时间极短,热量来不及传递到电池内部,从而保证了焊接的安全性。
必备设备与材料
进行18650电池点焊,您需要准备以下“专业级”装备:
-
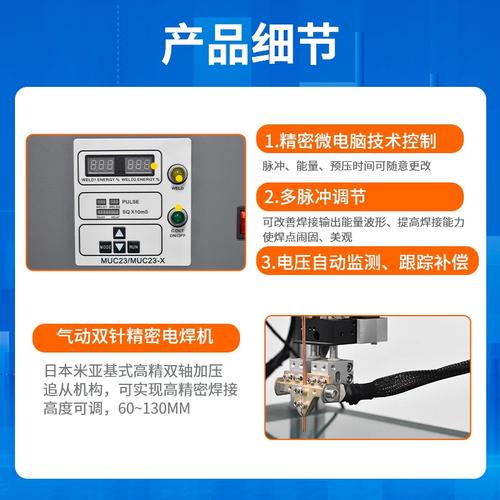
电池点焊机
 (图片来源网络,侵删)
(图片来源网络,侵删)- 这是最核心的设备。 市面上有专门用于锂电池焊接的脉冲点焊机,它们能提供瞬间的大电流和精确的焊接时间控制。
- 关键参数: 电流大小、焊接时间、电极压力,这些参数需要根据您使用的焊片材质和厚度进行调整。
-
电极头
- 通常使用铬锆铜或钨铜等高硬度、高导电性的材料制成。
- 电极头的形状(如尖头、平头、球形)和状态(是否平整、有无氧化)直接影响焊接质量,需要定期打磨和更换。
-
镍片/镍带
- 这是用来连接电池的导电材料,常用材质为N6(纯镍)或NC(镍铜合金)。
- 厚度和宽度: 根据您设计的电池组的电流大小来选择,18650电池组常用的厚度有0.15mm, 0.2mm,宽度根据并排的电池数量决定。切勿使用铜片或铝片,因为它们与电池钢/铝壳焊接时,会形成脆性的金属间化合物,连接不牢固且电阻大。
-
辅助工具
- 电池组治具/夹具: 用于精确固定电池的位置,确保所有电池排列整齐,间距一致,方便焊接。
- 尖嘴钳/镊子: 用于夹持和固定镍片。
- 酒精和棉签/无尘布: 用于清洁电池焊接部位和镍片。
- 万用表: 用于焊接前检查电池电压,焊接后检查连接是否导通以及有无短路。
- 绝缘手套和护目镜: 安全防护必备。
详细焊接步骤(以焊接电池极耳为例)
第一步:准备工作(安全第一!)
- 检查电池: 确保所有18650电池电压正常,外观无破损、无鼓包、无漏液,严禁使用损坏的电池。
- 清洁表面: 用酒精和无尘布仔细擦拭电池需要焊接的部位(通常是顶盖的凸起部分和底部的钢壳),去除油污和氧化层,同样,也要清洁镍片将要接触的表面。
- 固定电池: 将电池放入治具中,确保它们排列整齐、稳定。
第二步:镍片预加工
- 裁剪镍片: 根据设计好的电池组排布,用剪刀或专用裁切机裁剪好合适长度和宽度的镍片。
- 折弯镍片: 如果需要连接多个电池,可以将镍片预先折弯成“U”形或“Z”形,方便后续焊接。
第三步:调整点焊机参数
这是最关键的一步,需要通过实验来确定最佳参数。
(图片来源网络,侵删)
- 起始参数: 对于0.15mm厚的镍片和18650电池,可以从电流500A-800A,焊接时间2-5ms,压力适中开始尝试。
- 调试方法: 在废电池或同一批次的电池上进行测试,焊接后,观察焊点质量(见下文“常见问题”部分),逐步微调参数,直到找到最佳组合。宁可电流小一点,时间短一点,也不要一次调得过大,以免损伤电池。
第四步:执行焊接
- 对准位置: 用镊子将镍片精确地放置在电池需要焊接的位置上。
- 放下电极: 将点焊机的电极头对准镍片,轻轻放下,确保电极与镍片和电池表面完全接触。
- 踩下踏板/按下按钮: 保持电极压力稳定,踩下点焊机的脚踏开关或按下按钮,你会听到一声清脆的“啪”声,并看到焊点处瞬间发红。
- 抬起电极: 焊接完成后,抬起电极,检查焊点。
- 重复操作: 依次焊接所有需要的连接点。
第五步:质量检查与后续处理
- 外观检查: 检查所有焊点,一个合格的焊点应该是圆形或椭圆形的,颜色均匀(呈银灰色或淡黄色),没有明显的烧穿、虚焊、毛刺或飞溅。
- 导通性测试: 用万用表的电阻档或蜂鸣档,检查整个电池组的连接是否良好,从一端到另一端应能顺畅导通。
- 绝缘性测试: 用万用表的电阻档,检查电池组的任何部分与外壳(如果有)之间是否绝缘,电阻应为无穷大。
- 清洁: 再次用酒精清洁焊接区域,去除可能产生的氧化物。
安全须知(重中之重!)
- 远离易燃物: 务必在无尘、干燥、远离易燃易爆物品的环境下操作。
- 佩戴防护: 操作时必须佩戴绝缘手套和护目镜。
- 防止短路: 严禁将电池的正负极直接用金属工具连接,焊接时,确保电池之间、镍片之间没有意外短路的风险。
- 单次操作: 每次只焊接一个点,不要连续在同一位置焊接,以免热量累积损伤电池。
- 使用专业设备: 绝对不要尝试使用电烙铁、电焊机或火焰等非专业工具进行焊接。
- 工作环境通风: 虽然点焊产生有害气体的风险较低,但保持通风总是好的。
- 准备应急措施: 旁边务必备有D类灭火器(用于金属火灾)或大量的干沙、石棉毯,以防万一,水是绝对不能用的。
常见问题与解决方法
| 问题现象 | 可能原因 | 解决方法 |
|---|---|---|
| 虚焊/假焊 | 电流太小、时间太短、压力不足、表面有污垢。 | 增大电流或延长焊接时间;调整电极压力;彻底清洁焊接表面。 |
| 焊点烧穿/有洞 | 电流过大、时间过长。 | 降低电流或缩短时间;多次尝试找到最佳参数。 |
| 焊点发黑/有飞溅 | 电流过大、电极头不平整或氧化严重。 | 降低电流;用砂纸或砂轮打磨电极头,使其恢复平整光洁。 |
| 焊点不牢固,一拉就掉 | 主要是镍片与电池壳材质不匹配(如用了铜片)或参数严重不当。 | 确保使用纯镍或镍铜合金镍片;重新调试焊接参数。 |
| 电池焊接后电压下降 | 焊接热量过大,损伤了电池内部结构。 | 立即停止使用该电池;降低焊接电流和缩短时间,这是最严重的信号。 |
焊接18650锂电池是一项需要耐心和精细操作的技术,对于初学者来说,强烈建议先用报废的电池进行充分的练习,熟悉设备,掌握参数,直到能稳定地焊出合格的焊点后再进行正式操作。
安全永远是第一位的,如果您没有信心或缺乏专业设备,强烈建议将电池组的设计和焊接工作交给有资质的专业电池Pack厂来完成。


